



Во время поездок в Японию вместе с Центром «Кайдзэн» я увидел много нового, чего раньше не встречал во время рабочих поездок.
Во-первых, удалось посетить много предприятий самого разного профиля от банков и типографий до заводов по производству пива и музыкальных инструментов.
Во-вторых, оказалось, что при неуёмном потреблении японской кухни можно увидеть доселе невиданные цифры на весах, поэтому при возвращении домой каждый раз приходится садиться на строгую диету.
Но поговорить я хочу конечно о главном выводе, который я сделал в конце всех этих приключений. А вывод в общем-то простой — кайдзэн (и шире, производственная система предприятия) у всех свой, и на конечный результат влияет не только вид деятельности и специфика видения бизнеса, но и личность владельца, и идеалогия компании.
Для того, чтобы разобраться, почему это происходит давайте посмотрим на очень похожие по формальным признакам (численность, отрасль, географическое расположение и т.д.) компании.
Год создания: | 1978 |
Уставной капитал: | 25 млн. йен |
Численность: | 150 чел. |
Кол-во площадок: | 2 |
Продукция: | Металлические детали для сидений и других компонентов автомобилей Тойоты, собственное производство пресс-форм |
Клиенты: | 100% продукции поставляется поставщикам первого уровня (дочерним предприятиям Тойоты Мотор) |
Факторы роста: | гарантированные объемы и процент прибыли со стороны Заказчика |
Мифунэ — живое воплощение классической модели TPS, где всё направлено на повышение операционной эффективности и сокращение затрат.
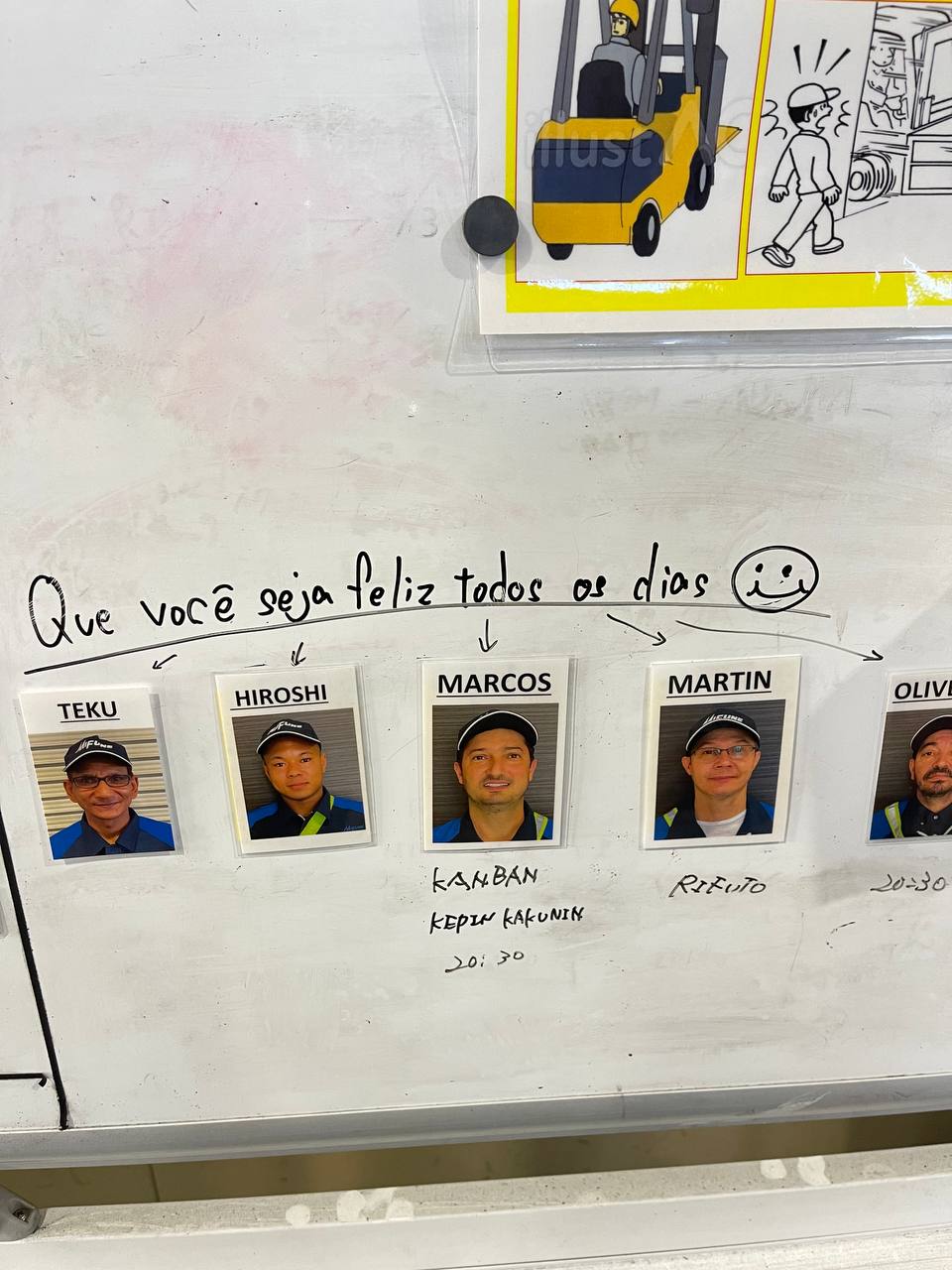
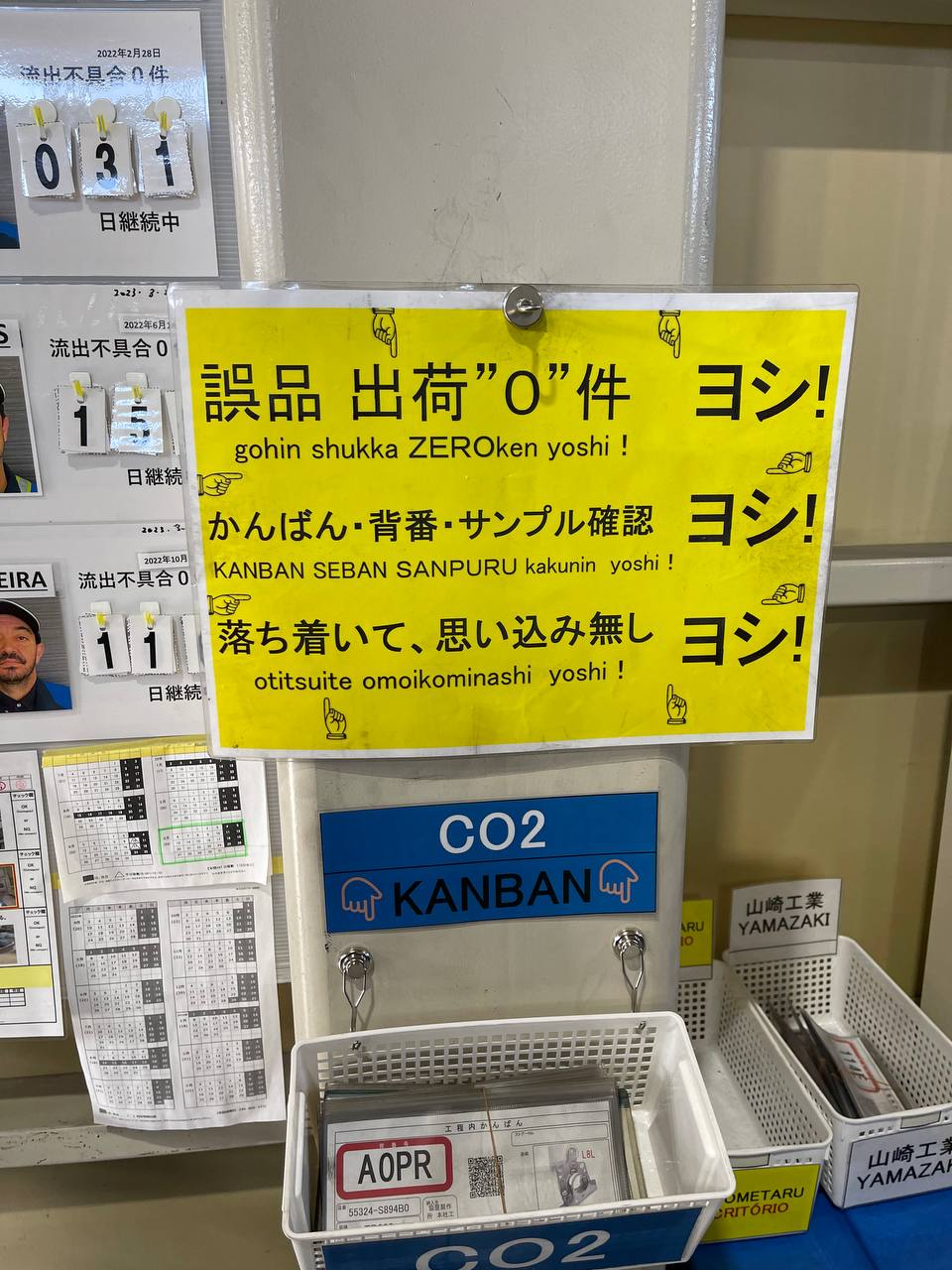
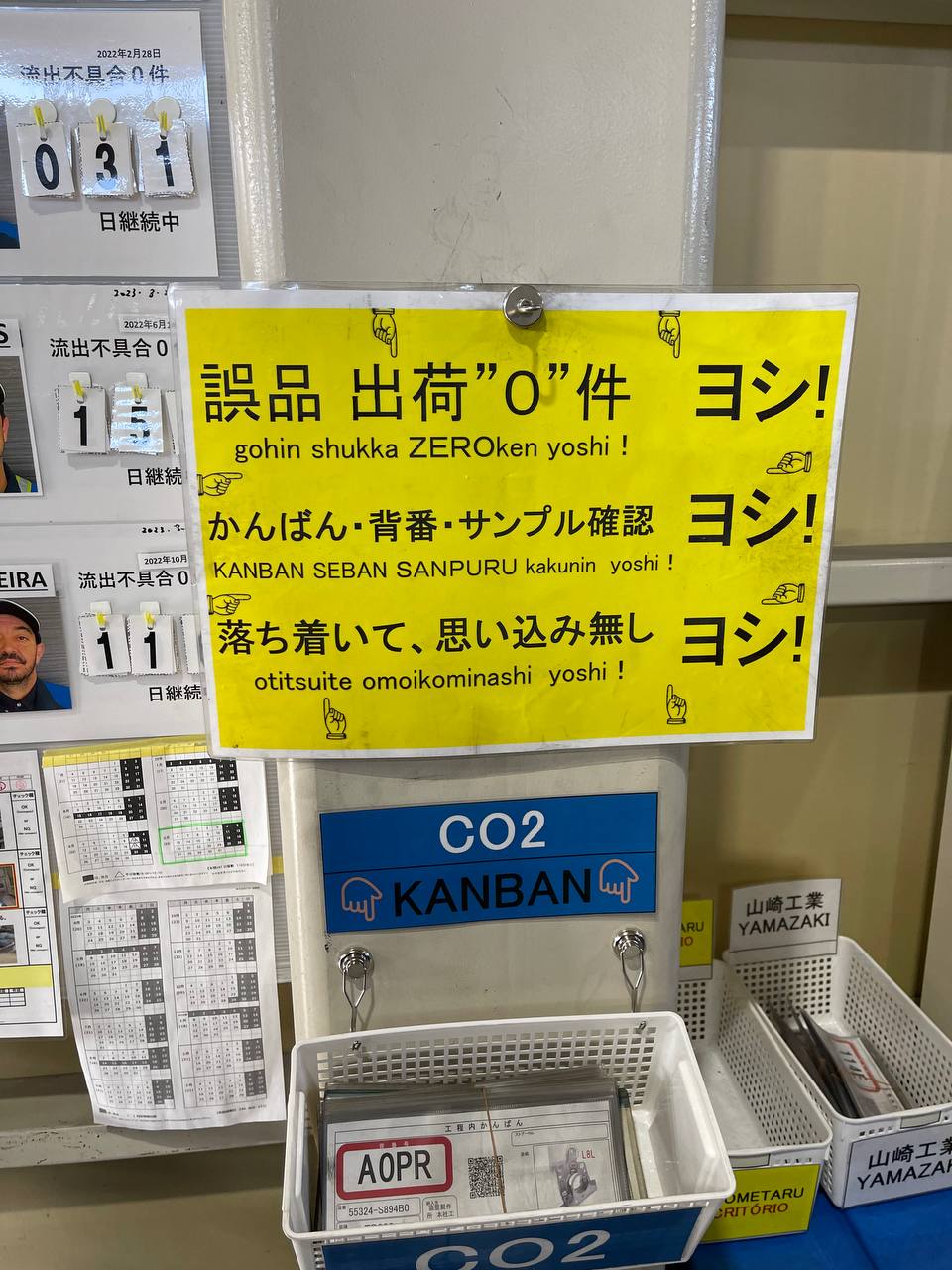
Большая часть персонала — китайцы, вьетнамцы, непальцы, да соотечественники-репатрианты из Бразилии, — получают МРОТ как стажёры, оформленные на 3-5 летние временные трудовые договора. Все виды работ стандартизированы и разложены на легкозапоминаемые элементы для простоты обучения. Чтобы сотрудники не путались, важная для них информация дублируется на японском латиницей, встречаются и родные для некоторых надписи на португальском.
Сотрудникам важно получать информацию на том языке, который они понимают.
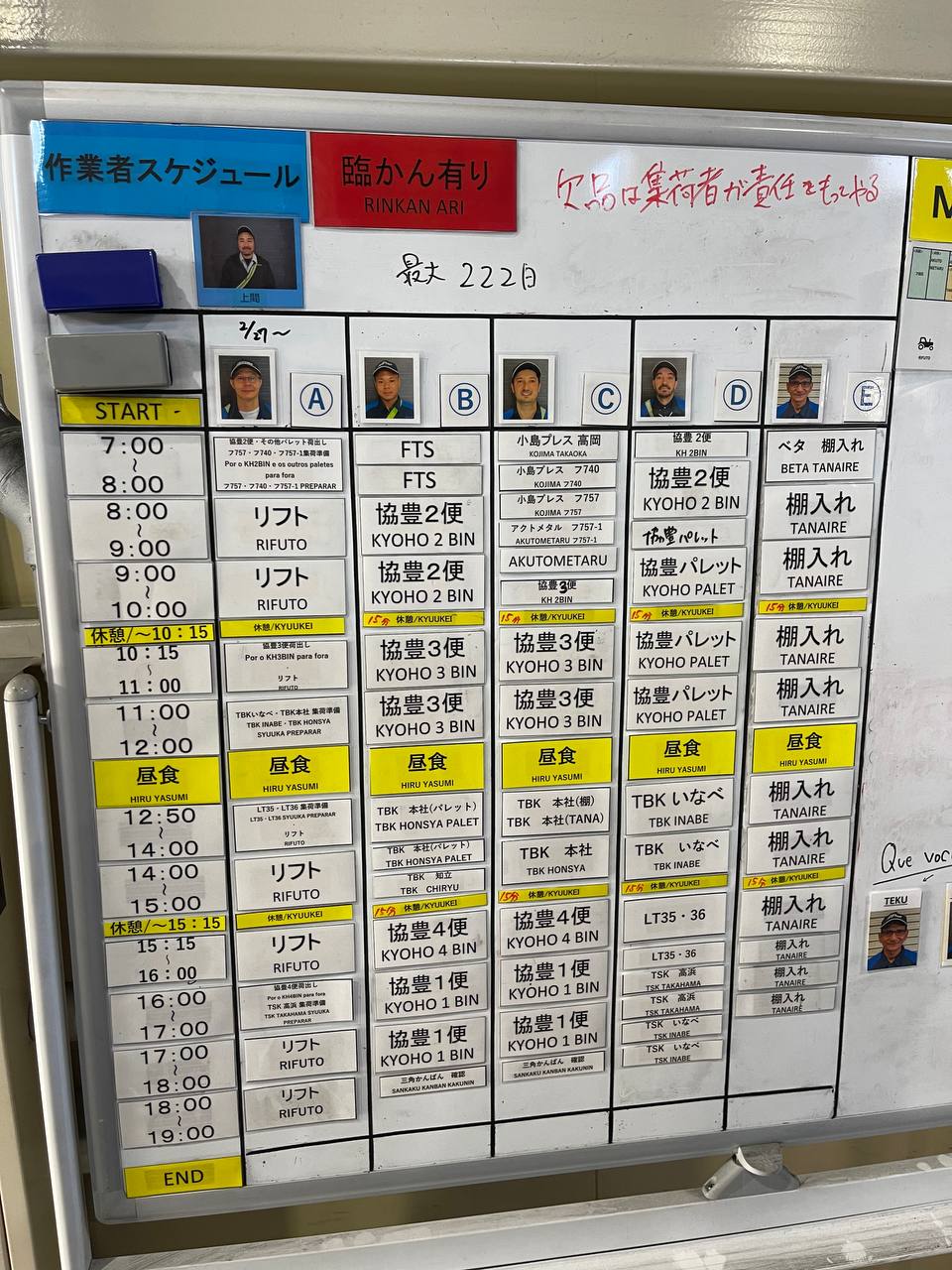
Сотрудники логистики работают по графику, задачи в котором выставляются при помощи магнитиков
Условия быта сотрудников в цехе мне напоминают российские среднестатистические — есть, всё что нужно непосредственно для работы, но особых изысков нет.
На своём рабочем месте сотрудник полностью обеспечен всем необходимым: инструментом, запасом деталей, рабочими инструкциями и производственным заданием. Всё это сосредоточено здесь, чтобы для выполнения работы человеку не нужно было никуда уходить, и он мог полностью сосредоточиться на выполнении полезных операций.
Сотрудник не отвлекается от рабочего процесса, контейнеры с заготовками и пустая тара сами приедут к нему по стеллажу

На видном месте — стандартная операционная карта и ключевые моменты сборки
Сотрудник не выбирает, что и в каком порядке он будет делать, а просто берёт по очереди камбаны из стопки, которые по сути и являются для него нарядами на изготовление.
Стопка карточек камбан, которые сотрудник забирает в порядке очерёдности — можно увидеть опережение-отставание производства

На каждом участке есть свой бригадир, как правило из самих мигрантов, основной задачей которого является личный контроль ячейки из 5-8 сотрудников и устранение нештатных ситуаций. В этом ему в помощь табло андона, где загорается номер станции, на которой сотрудник подал сигнал о проблеме согласно процедуре Stop-Call-Wait.
Сигнал о нештатной ситуации на 5-й рабочей станции

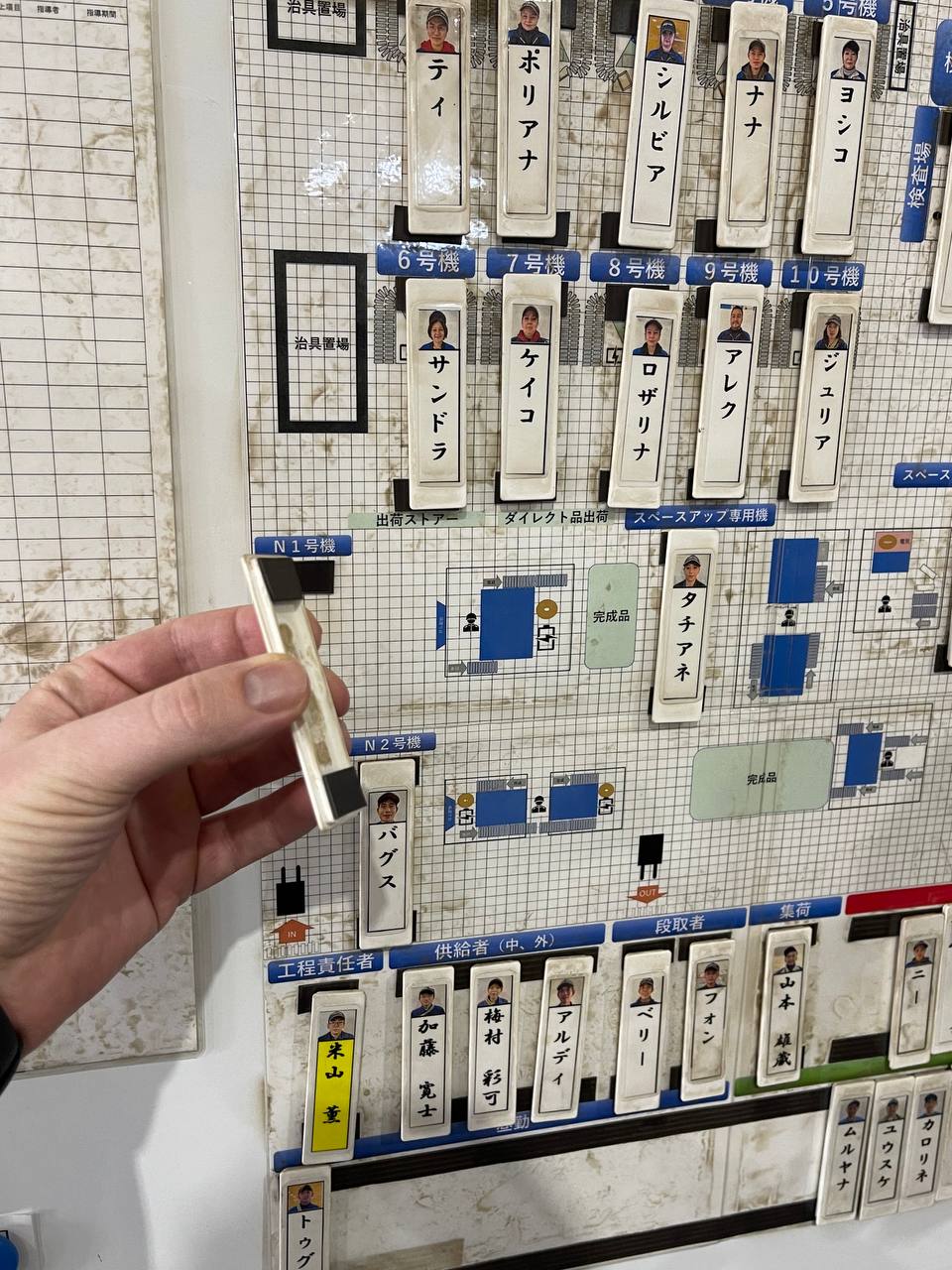
В начале смены бригадир осуществляет расстановку сотрудников по участку, используя визуальную схему.
Распределение сотрудников по участку
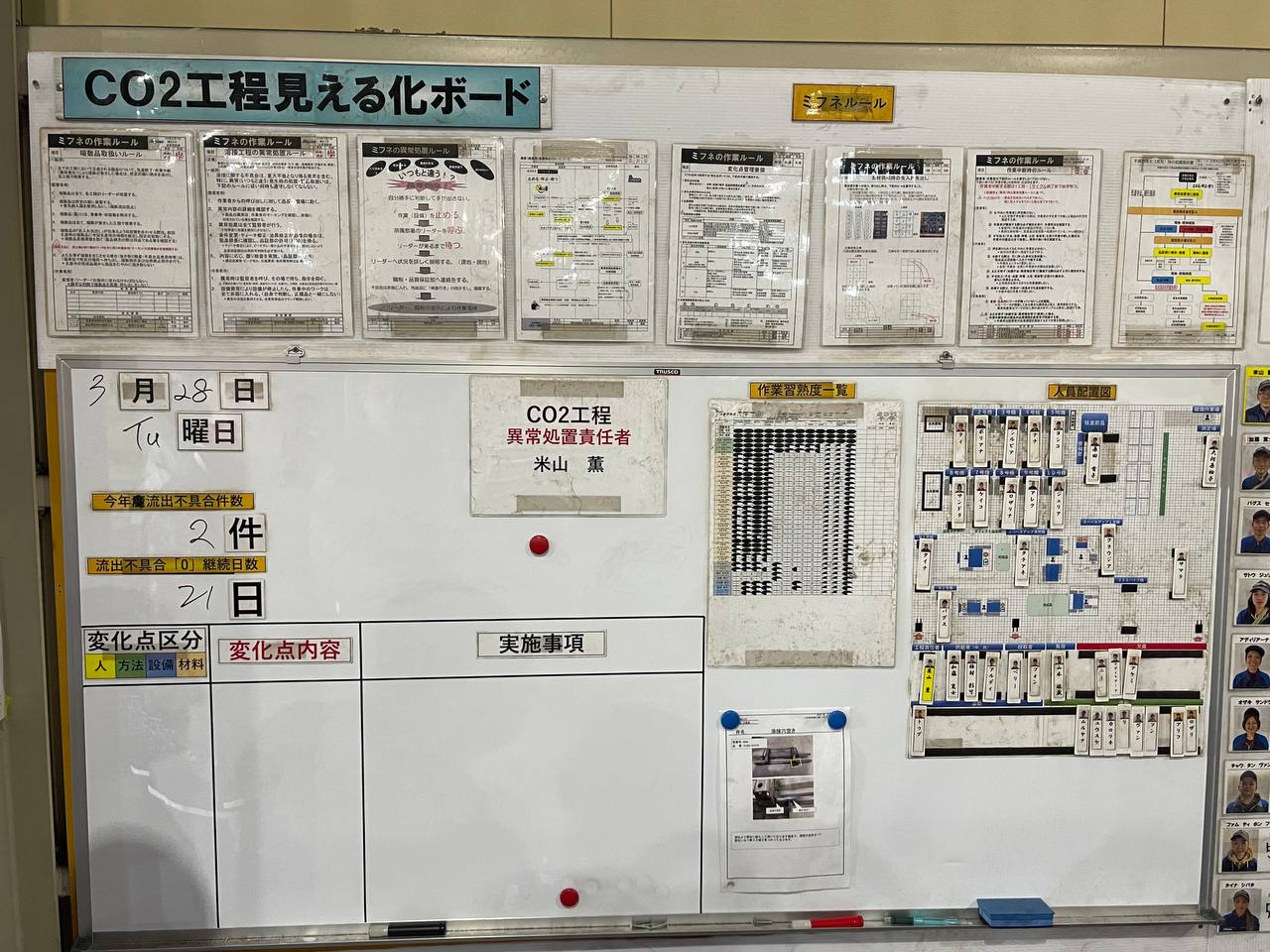
На доске бригады вообще много информации, самая важная — это количество дней прошедших с последнего пропущенного дефекта (Тойота за такое строго наказывает) в рамках всего участка и для каждого сотрудника индивидуально. Также применяется инструмент контроля точек изменений (впрочем я не видел, чтобы им по факту пользовались) и размещены фото с описанием предшествующих улучшений.
Общий вид доски бригады
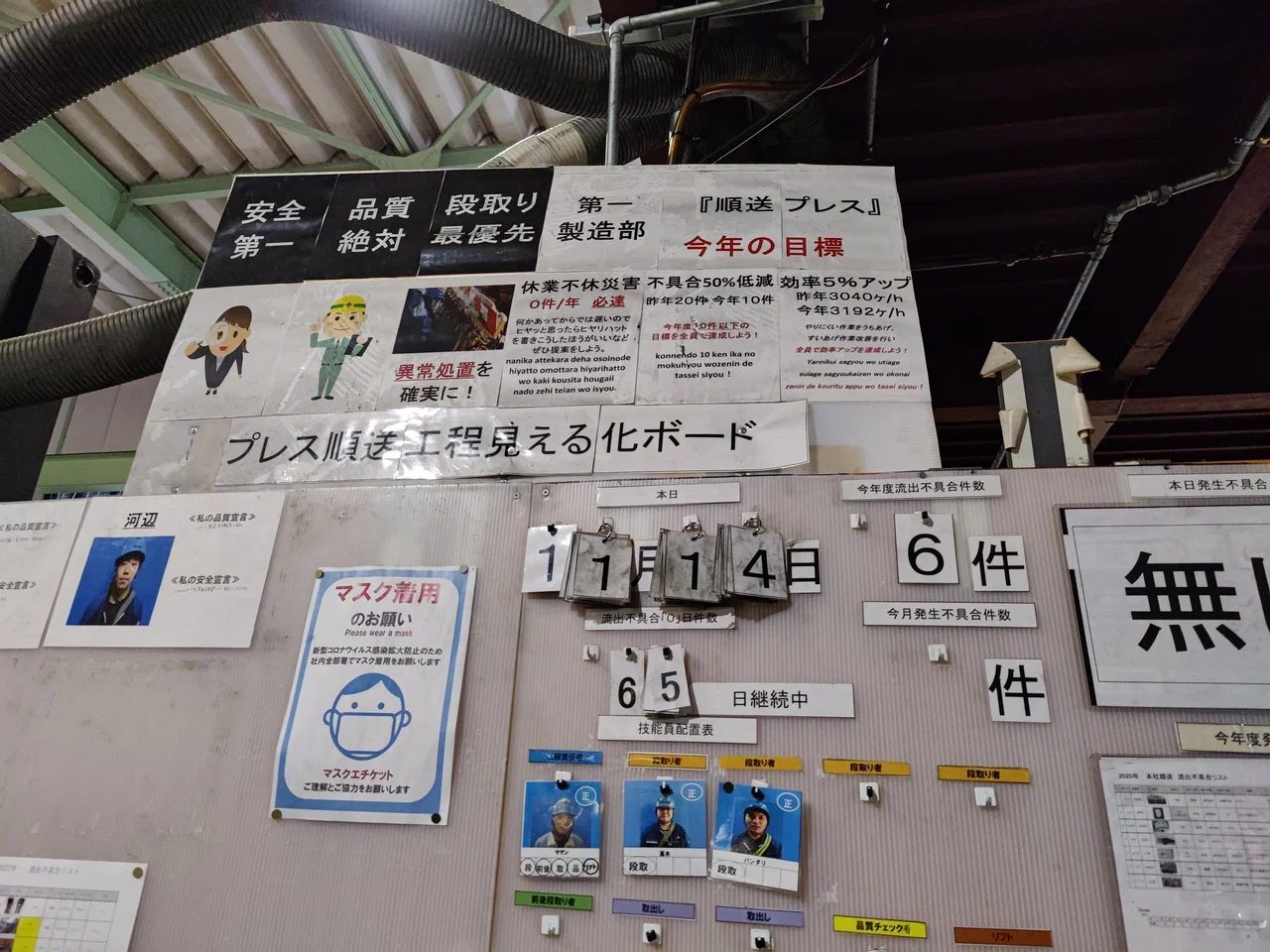
Доска участка штамповки, всего 6 дефектов за 11 месяцев года, последний дефект — 65 дней назад
Индивидуальная статистика по количеству дней с последнего дефекта для каждого сотрудника

Большинство улучшений касаются сокращения брака — создание различных калибров для правильности сварки и механизмов предотвращения ошибок (пока-ёкэ), не пропускающих брак на следующий передел.
Для объективной оценки работы бригады для каждой линии установлено табло, отображающее запланированное деталей в штуках на текущий момент времени, фактически произведённое количество и процент соответствия факта плану.
Андон с плановым и фактическим количеством, рядом — план деталей на день

Степень автоматизации довольна низкая — впрочем за последние пять лет многие линии штамповки стали автоматическими, и даже поставили одного сварочного робота. Склад тоже работает вручную , хоть под чутким контролем бригадиров. Согласно статистике на доске участка — последние ошибки при отгрузке — более года назад.
Площадка отгрузки готовой продукции прямо из цеха

Продукция, готовая к отгрузке, в цехе

В зоне накопления готовых деталей цехе висят таблички, что куда складывать

Собственник компании увлечённо рассказывает об изменениях: разработке новой технологии, которая позволила производить одну из деталей штамповкой вместо ковки и сократила её себестоимость на 80%, а также о процедуре быстрой переналадки (одна штамповочная линия за 5 минут, в планах сократить до 3). Понятно, что это делается при помощи «мозга» компании — штатных местных сотрудников (около 20 чел.), в то время как задача «рук» (130 человек на производстве) — дисциплинированно выполнять указания. Минимальные вложения — максимальный результат. В общем, Оно Тайити одобряет.
Ещё одна заслуженная гордость владельца — это внедрение системы качества, встроенного в процесс, что позволило снизить количество бракованных деталей, доходящих до заводов Тойоты, буквально до 1-2 штук в месяц. Превышение этого уровня чревато суровыми санкциями, главная из которых — отлучение от разрешения на поставку деталей без входного контроля, поэтому работа с 0 дефектов является стратегической целью любого поставщика.
Директор предприятия видит перспективу в том, чтобы и «дальше делать то же самое, только лучше», и таким образом стать поставщиком первого выбора для своих клиентов.
Выполнение быстрой переналадки

В противоположность вышеописанной, надёжной как швейцарский часы системе, компания Avex является олицетворением самого последнего версии методики Тойоты, иначе говоря Total-TPS.
Год создания: | 1949 |
Уставной капитал: | 10 млн. йен |
Численность: | 499 чел. |
Объём продаж: | 7,59 млрд. йен в 2021 г. |
Кол-во площадок: | 3 в Японии, 1 в Индонезии |
Продукция: | Детали для автоматических и механических коробок передач (клапаны, толкатели, валы) |
Клиенты: | Поставщики Тойоты первого уровня (Айсин, J-Tekt и др.), поставщики для немецких автопроизводителей (BorgWarner), Kawasaki Heavy Industries, Daihatsu Industries, Сумиёси |
Факторы роста: | Постоянный поиск новых продуктовых ниш, самостоятельное производство робототехники и станков, создание стартапов |
К сожалению, «Авекс» очень строго относится к съёмкам чего-либо на своей территории, поэтому придется радовать вас в основном фотографиями из интернета.
Тем не менее, едва ступив на порог компании, вы будто переноситесь в другой мир.
Внутри “Авекса”.

Несмотря на то, что также как и на “Мифунэ” на входе выдадут тапочки для перемещения по офису, здесь сразу же погружаешься в очень уютную атмосферу, а сотрудники компании (да именно сотрудники, в Японии очень редко прибегают к услугам клининговых сервисов) поддерживают практически стерильный уровень чистоты как во всех помещениях офиса, так и на производстве, которое кажется абсолютно новым (посещённый завод построен в 2015 г.)
Цеха и помещения в Avex’е всё время выглядят как на фотографиях: как будто их только что построили и помыли.

Причина этого скоро выясняется довольно скоро — практически все доступные возможности развития руководство компании пытается задействовать именно при помощи своего персонала. Следовательно на его обучение и развитие направлены все основные усилия. По сути это и является своеобразной адаптацией новейшей версии Производственной системы Тойоты (Total-TPS).
Вообще о философии Avex’а можно рассказывать много и долго, но самое важное для нас в том, что компания была основана инженером-изобретателем, который оставил после себя богатое идеологическое наследие, а именно завет следующего содержания: “Всё, что мы производим сейчас, когда-нибудь перестанет быть кому-либо нужным, поэтому надо всегда обновлять линейку продукции, чтобы компания просуществовала ещё минимум 100 лет”. Зову предка продолжает следовать уже третье поколение руководителей — по словам внука основателя, по совместительству генерального директора предприятия, компания плавно перешла от своей первоначальной продукции, деталей от швейных машинок, к производству элементов топливной системы, а сейчас выпускает детали для коробок передач и линейные соленоиды и ищет новые ниши на рынке, в том числе путём финансирования стартапов сотрудников.
Времена экономических спадов (например, мировой финансовый кризис 2007-2008 г, пандемия) приводят не к сокращениям, наоборот компания использует их для обучения и вовлечения сотрудников в проекты по улучшениям.
Кстати это одна из немногих компаний, заимствовавших у Тойоты систему обучения новых сотрудников: все новички по нескольку недель работают в каждом подразделении перед тем как выйти на работу в цехе. Все сотрудники — это местные жители, а их средний возраст — 30 лет (редкость по японским меркам).
Такие инвестиции в развитие приводят к осязаемым результатам — себестоимость продукции снижается на 1-2% в год.
За счёт чего достигается такой эффект?
Если сотрудник подал достаточно предложений для сокращения трудозатрат на 1 штатную единицу, его переводят в специальный отдел автоматизации, где для него проводится специальное обучение, и он продолжает работать на благо компании уже в новой ипостаси.
Наличие такого штата опытных специалистов позволяет не приобретать готовые решения, а самостоятельно изготавливать роботизированные станки за половину их стоимости на рынке.
В своё время компания не стала нанимать готовых специалистов по машинному зрению, а обучила перспективных сотрудников из внутреннего резерва. На данный момент, разработанные ими технологии позволили проводить 40% инспекции готовой продукции в автоматическом режиме, а высвобожденные специалисты направились в другие подразделения.
Участок ручного контроля продукции

Подобный подход распространяется и на обычное оборудование. В арсенале компании есть много станков весьма почтенного возраста, и что неудивительно в определённый момент с ними начали возникать проблемы. Тогда руководство сделало ход конём и вызвало с пенсии трёх архаровцев не менее почтенного возраста (80+), которые работали на этих станках ещё при самом основателе. Данные эксперты с приданным им усилением из молодёжи быстро забороли все неполадки и продолжают обучать новичков на станках с ручным управлением, чтобы те разобрались во всех премудростях оборудования прежде чем перейти на автоматику.
Новички грызут гранит науки

Меры, подобные вышеописанным (например, самостоятельная заточка ножей) помогают серьёзно сэкономить на обновлении парка оборудования и в то же время подготовить специалистов, готовых взяться за любую задачу.
Мои собственные наблюдения в цехе подтверждают заявления руководителей, всё действительно ОЧЕНЬ чисто, правила производственной системы соблюдаются (например, складирование некондиционных деталей в разноцветные коробочки по видам проблемы прямо на станке), даже заполненная доска контроля точек изменений есть, ну чем не красота.
Есть специальная стена в цехе, посвящённая “2-минутным урокам”, на ней висят короткие наглядные инструкции с ключевыми требованиями к различным операциям.
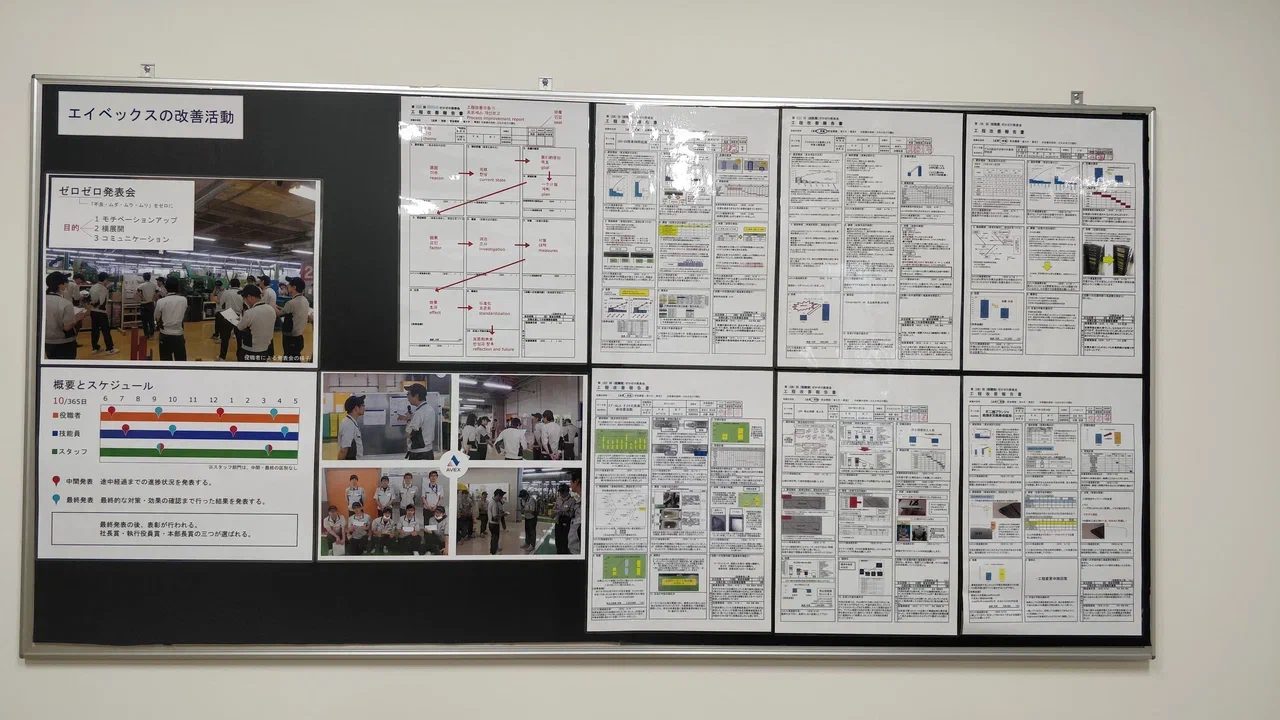
Отдельные стенды посвящены работе в малых группах (“кружки качества” по-нашему). Для сотрудников производства и ИТР проводится два раунда мини-проектов, в середине и конце каждого раунда группа сотрудников выступает с отчётом о проделанной работе. Разумеется, участвуют все сотрудники компании. Также, раз в год директор предприятия проводит индивидуальную беседу с каждым сотрудником. Пожалуй что-то подобное есть (по его словам) только в компании у Пола Эйкерса, автора знаменитой концепции “2-секундный лин”.
Доска с графиком мероприятий и образцами презентаций
В целом, подход Avex’а выглядит более долгим и основательным и требует изрядной уверенности высшего руководства в правильности выбранного курса. К тому же я совсем не осветил сбытовую политику и взаимодействие компании с государством, а здесь ведь тоже кроются изрядные резервы.
Как говорится, делайте выводы сами. Но в любом случае не стоит забывать об очевидных моментах: именно погружённость высшего руководства в инструментарий Бережливого производства и его “идеологическая” направленность (видение, цели и ценности компании), а не изучение чужого опыта играют решающую роль в определении того, какой вид примет производственная система на каждом конкретном предприятии.
И наверное главный вывод, вытекающий из предыдущего: правильных путей бывает несколько, но приводят они порой к совершенно разным результатам.
Об авторе:
 | Владимир Акопян, эксперт Центра «Кайдзэн». Единственный в России сертифицированный тренер по T-TPS, уровень 4. Эксперт международного уровня. Стажировался и работал в Японии и России с родоначальниками бережливого производства – компании «Toyota Motor». Участвовал в совместных проектах на российских предприятиях с представителями Toyota Engineering Corporation и проводил диагностику состояния развития Производственных систем по критериям Всеобщей производственной системы Тойоты (T-TPS). |

